![]()
|
Introduction What
is Six Sigma
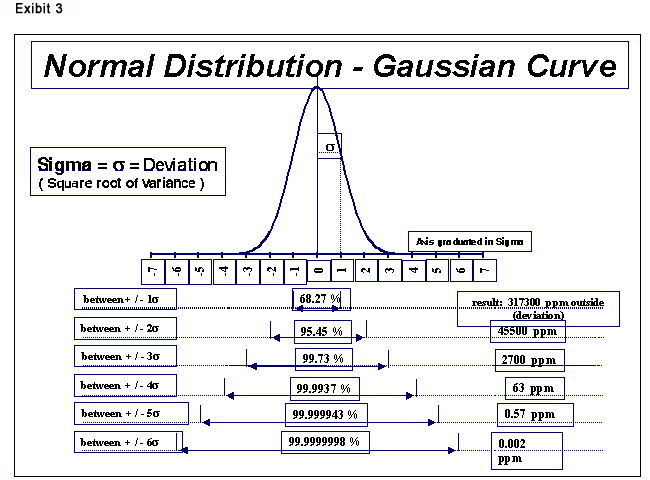
Standard Deviation
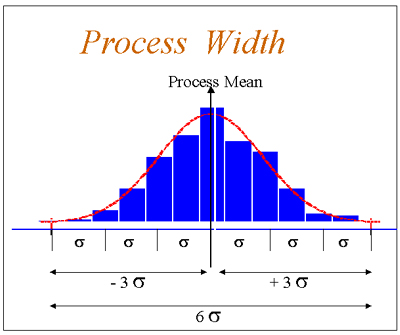
Process Width Relation
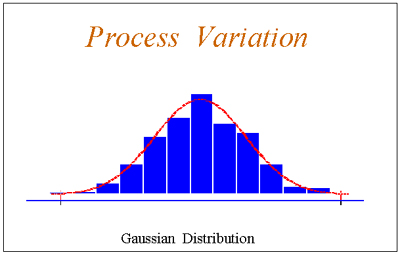
between process variation ? and process width A process is an activity that converts an input into output .The requirements of the out put are given by customer .The variation in the out put is governed by process. Customer
Standard or Specification Specification
Range (R) Process Capability & Process Sigma Level
Process Capability(Cp) One
Sigma Process 2
Sigma Process 3
Sigma Process 4
Sigma Process
5 Sigma Process 6
Sigma Process What is wrong with 3 Sigma Process Let us see what can happen in key areas of life if things were to be at 3 sigma level or only 1. One
Hour Of Unsafe Drinking Water Every Month Life with Six Sigma
Six Sigma for Orgnaisational Survival
What is a break through strategy and how do we know that Six Sigma is a proven methodology to achieve business growth?
It also challenges things you have taken for granted.
And ultimately provides you with new directions to find answers. And this is where six sigma has powerful tools The origin and development of Six Sigma The origin of six sigma The foundation for the development of Six Sigma concept was laid down at Motorola in 1979 when executive Art Sundry stood up at a management meeting and dared to say “The real problem at Motorola is that our quality stinks!” Art Sundry’s criticism was based on the fact the Motorola was spending 5 to 10 % of annual revenues and sometimes even up to 20% in correcting poor quality. This translated into a whopping $800 to 900 million each year Spurred by the comment of Sundry , a Motorola executive by name Bill Smith started a work that studied the relation between a product’s field life and how many times it was repaired and okayed during process before being dispatched. Bill Smith’s study concluded that –
If a product was found defective and corrected for some defects
during the process , other defects were bound to be missed and
found later by the customer during early use of the product. However,
if the product is made error free, then it rarely had any failures
at customers end. Till the findings of Bill Smith, all American companies believed that it is cheaper to fix defects than make products defect free. And once a product is inspected, it would go out defect free. Bill’s study had shaken this belief at Motorola and the question he put to all was- If hidden defects caused a product to fail shortly after the customer started using it , something needed to be done to improve the process .It also made to rethink the trade off between cost of quality and cost of the product . It is this quest to meet a make a product defect free and yet make it cost effective that led to the birth of the Six Sigma strategy at Motorola This technique was first tried for the development of Bandit pager. For a budget pegged at $10million* , 23 Motorola engineers had come out in a record 18 months time with a pager that Was
the cheapest in the market Motorola had formalized the strategy by giving it a name “Six Sigma” and in three years saved $ 2.2 billion . By 1993 , Motorola was operating at near six sigma at all its plants and the success of Six Sigma at Motorola spread like wild fire and the first strategist to take quick advantage of this was Lawrence A Bossidy of Allied Signal and the first visionary to see its potential was Jack Welch of General Electric The Development of six sigma- Allied Signal In seven years time from 1991 to 1998 by adapting Six Sigma Strategy Allied Signal could raise its market value from $4 billions to $29 billions and save a whopping $2 billion dollars and this is what Bossidy had to say at the end – “Every time we think we have generated the last dollar out of our business , by using Six Sigma Strategy , we uncover new ways to harvest cash as we reduce cycle times , lower inventories , increase out put and reduce scrap. The outcome is better and more competitively priced products , more satisfied customers who give us more business – and improved cash flow.” The test of Six Sigma - GE
At the time when Allied Signal was reaping rich rewards under
Six Sigma Strategy , General Electric was at its peak performance
under the dynamic leadership of Jack Welch. Jack Welch had guided
the growth of GE from a market value of $12 billion in 1981 to
about $280 billion in 1998. Lawrence A Bossidy was an ex GE Vice Chairman and a long time friend of Jack. He happened to share with Jack the benefits that Six Sigma strategy brought to Allied Signal. Welch had requested Bossidy help assess where GE was and implement Six Sigma to make it best in class. In 1996 , GE was at 3 Sigma and the gap between being a three sigma and six sigma company was costing GE an astounding 7 to 10 billion dollars and immediately Welch saw a gold mine and proclaimed in 1996 AGM- “Six Sigma- GE Quality by 2000- will be the biggest , the most personally rewarding , and , at the end , the most profitable undertaking in our history. We have set ourselves the goal of becoming , by year 2000, a six sigma quality company , which means a company that produces virtually defect free products , services and transactions.” Due to the six sigma strategy GE could generate additional profits of $ 250 millions in 1997 itself- in just one year time. Six Sigma is not just a Quality Tool... Six sigma is a Philosophy-
Six Sigma is a Vision
Six sigma is a vehicle for customer focus Six sigma is a vehicle which drives you towards your customer satisfaction and delight by synchronizing the activities of entire organisation to that of customer needs. Six sigma is an aggressive goal Unlike kaizen and other incremental improvement techniques , Six Sigma is very aggressive goal that aims at not incremental improvements but aggressive goals-
It is a management system It is a management system that has absorbed and aligned several management techniques into one comprehensive management system called Six Sigma Management System. Six Sigma is a strategy that embraces loss function philosophy as against goal post mentality Goal Post Mentality In a badminton game, when your opponent misses to return the ball, what are the possible out comes ? If the ball hits the ground within the boundary, you gain a point If the ball hits the boundary or anywhere outside , you lose a point. This is called goal post mentality Loss Function Goal post mentality which is applicable in sports is not at all applicable in process. The loss function does not treat all parts within spec as of equal quality. This is called loss function mentality as propounded by Taguchi. Loss function describes the loss that occurs when a process does not produce a product that meets target value. Loss is minimised when there is no variation and the best response is achieved in all areas of product design. Loss function L=k(y-m)2 Where
Six Sigma is a universal capability measuring scale Six Sigma – A universal Scale which can answer the following questions : The
ID of 100 steel tubes was inspected with go –no go gauge
and found 10 not ok. 95
invoices have been made and out of them 8 are found defective The
telephone operator received 85 phone calls and diverted 6 calls
to a wrong extension In
hotel , every day morning for breakfast 5 out of 100 times , you
have been served with wrong dish. An
airline boasts of maximum 10 minutes time lapse from the time
the plane lands to the time the luggage starts coming out of conveyer.
5 out of 100 times, it is more than 10 minutes . An
airlines recommends customer to give their food preference . Five
out of 200 cases, the passenger gets non veg when he ordered veg
Six Sigma Methodology tells you how to calculate the Sigma Level of such processes . Since sigma scale is applicable to every transaction , it can be used in any area of business.
Defects Any thing that causes customer dissatisfaction Units Any
thing that can be inspected for defects- it can be a finished
part or an assembly or sub assembly. Opportunities The possible defects in a product that may result in customer complaint . Customer complaints are normally treated as irritants whereas they should be treated as opportunities to correct . Hence the usage opportunities. Calculate DPU Defects Per Unit= Total Defective Units / Total Units Inspected Calculate DPMO Defects Per Million Opportunities = DPU x 1,000,000 Calculate Sigma corresponding to the DPMO from Table 1 Summary
Table 1
Exhibit 2
Exibit 4
Exibit 5
Exibit 6
Exibit 7
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||